近年来我们在机械连接技术方面的研究取得了迅速发展,从上个世纪90年代开始,相继开发出套筒冷挤压、锥螺纹、镦粗直螺纹、挤压肋滚压直螺纹、剥肋滚压直螺纹连接技术。新的钢筋机械连接技术已经慢慢的取代了传统的焊接绑扎工艺,在公路桥梁、水坝以及大型建筑上得到了广泛的应用。衡水新峥机械连接设备有限公司是河北生产冷挤压套筒的专业工厂,为您提供各种规格的冷挤压套筒价格。 多年来我公司一直从事钢筋连接套筒系列产品及滚丝机床的生产与研发。公司技术力量雄厚、生产设备齐全、检测手段完备,有健全的管理制度和完善的质量管理体系。目前,公司主要生产14大系列50多个品种的钢筋加工机械和钢筋连接套筒,为您提供HGS-40型钢筋直螺纹滚丝机(剥肋)、40型钢筋直接滚轧滚丝机、HDCJ-32型钢筋镦粗机、钢筋冷挤压机、滚丝轮剥肋刀片等各种钢筋连接机械和400级钢筋连接套筒、500级钢筋连接套筒、钢筋冷挤压套筒、镦粗钢筋套筒、钢筋灌浆套筒、可焊型钢筋套筒以及PC预埋件,螺纹钢型套筒,专用钢筋丝头量规、钢筋套筒量规、工作扳手、检测用扭力扳手等,可加工定做各种异型连接套筒,同时提供各种形式的技术咨询和现场服务。
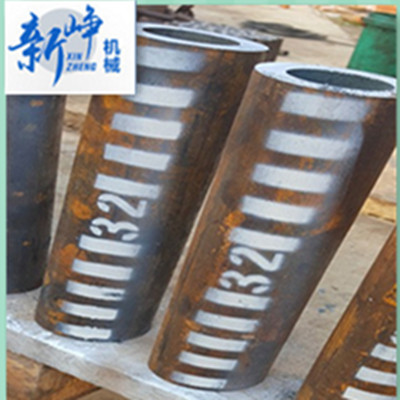
1、冷挤压套筒
钢筋冷挤压套筒连接作为一种连接方法,目前在工业与民用建筑的混凝土结构中广泛使用,它有施工速度快,不受场地限制,操作简便、直观、易掌握等优点,对于直径为16~40mm的Ⅱ、Ⅲ级带胁钢筋的径向连接都可使用。但是操作时加压泵及管路一旦发生破裂很容易污染钢筋,这一点在施工时一定要注意,特别在日常工作中需要加强设备保养、检查和维修。 
2、作业条件:
压接前要清除钢套和钢筋压接部位的铁锈、油污、泥砂等,钢筋端部要平直,如有弯折,必须予以矫直。
液压系统中严禁混入杂质,在连接拆卸超过软管时,其端部要保管好,不能粘有灰尘砂土。
3、操作工艺;
钢筋挤压连接分为二道工序。
*一道工序是先在地面上把每根待连接的钢筋一端按要求与套管的一半压好。
第二道工序是压好一半接头的钢筋插到已待接的钢筋端部,然后用挤压钳压好,这样就完成了整个接头的挤压工作。
挤压接头必须从套筒的中部按标记向端部顺序挤压。
钢筋半接头连接工艺
即上述*一道工艺,其具体步骤如下:
⑴装好高压油管和钢筋配用限位器、套管压模,并且在压模内也涂上润滑油;
⑵按手控上开关,使套管对正压模内孔,再按手控Off开关;
⑶插入钢筋顶到限位器上扶正;
⑷按手控上开关,进行挤压;
⑸当听到液压油发出溢流声,再按手控下开关,退回柱塞,取下压模;
⑹取出半套管接头,结束半接头挤压作业。
接连钢筋挤压工艺
即上述第二道工序,其具体 |
 |
|
