浙江耐磨管道 防腐耐磨管道 耐磨合金管道 江河机械
离心铸造是将液体金属浇入旋转的模筒中,使液体金属在离心力的作用下充填模筒和凝固形成的一种铸造方法。
  由于离心铸造时,液体金属是在旋转情况下充填模筒并进行凝固的,因而离心铸造便具有下述的一些特点:
    1)液体金属能在模筒中形成中空的圆柱形自由表面,这样便可不用型芯就能铸出中空的铸件,大大简化了套筒,管类铸件的生产过程;
    2)由于旋转时液体金属所产生的离心力作用,离心铸造工艺可提高金属充镇铸型的能力,因此一些流动性较差的合金和薄壁铸件都可用离心铸造法生产;
    3)由于离心力的作用,改善了补缩条件,气体和非金属夹杂也易于自液体金属中排出,因此离心铸件的组织较致密,缩孔(缩松)、气孔、夹杂等缺陷较少;
    4)消除或大大节省浇注系统和冒口方面的金属消耗;
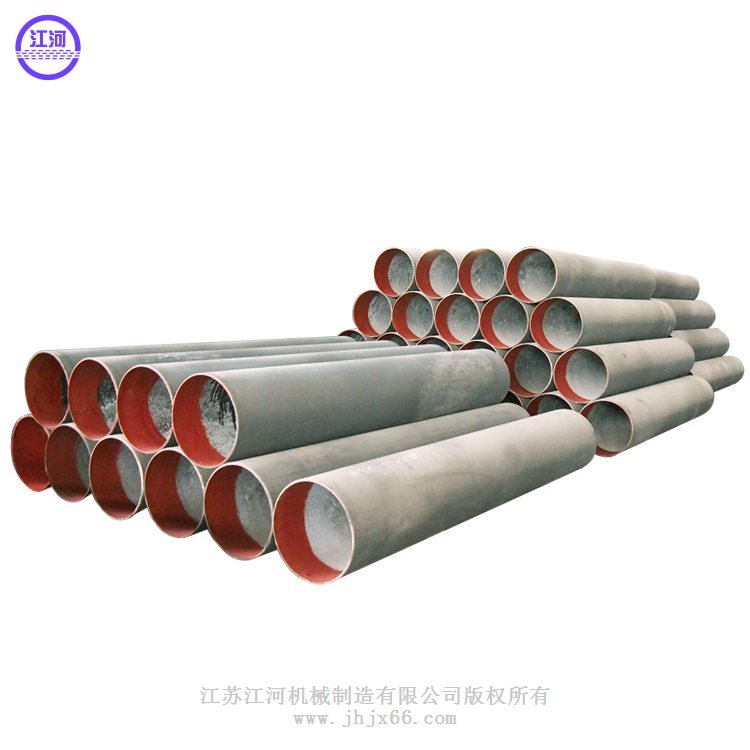
铸造合金直管都可用于离心铸造法生产,离心铸件的*小内径可达80毫米,*大直径可达2米,铸件长度基本是3米。
(一)离心铸型转速的选择
 选择离心铸型的转速时,主要应考虑两个问题:(1)离心铸型的转速起码应保证液体金属在进入铸型后立刻能形成圆筒彩,绕轴线旋转;(2)充分利用离心力的作用,保证得到良好的铸件内部质量,避免铸件内产生缩孔、缩松、夹杂和气孔。
(二 )涂料
金属型离心铸造时,常需在模筒的内工作表面喷上复膜砂涂料。对离心铸造直管用复膜砂涂料的要求与一般砂型铸造时相同。为防止铸件与金属型粘合和铸铁件产生白口,在离心金属型上的涂料层有时较厚。离心铸造用涂料也可用水体涂料作载体,浇注的直管表面比较光滑。   
喷刷涂料时应注意控制模筒的温度。在生产离心直管时,如果模筒本身的热量不足以把涂料烘干,可以把模筒放在加热炉中加热,并保持模筒的工作温度,等待浇注。
(三)浇注
   离心铸造时,浇注工艺有其本身的特点,首先由于铸件的内表面是自由表面,而离心直管厚度的控制全由所浇注液体金属的重量决定,故离心铸造浇注时,对所浇注金属的定量要求较高。此外由于浇注是在模筒旋转情况下进行的,为了尽可能地消除金属飞溅的现象,模筒两端的端盖要上好,注意控制浇注液体进入模筒时的方向。
液体金属的定量有重量法、用电子秤控制所浇注液体金属的重量,此法较简便,但受金属的温度,熔渣等影响,在生产中用的较多。
为尽可能地消除浇注时金 |
 |
|
