|
东莞市凯盟表面处理技术开发有限公司

| 联系人:凯盟
先生 (网络推广) |
| 电 话:0769-87633525 |
手 机:13825700091  |
 |
|
 |
|
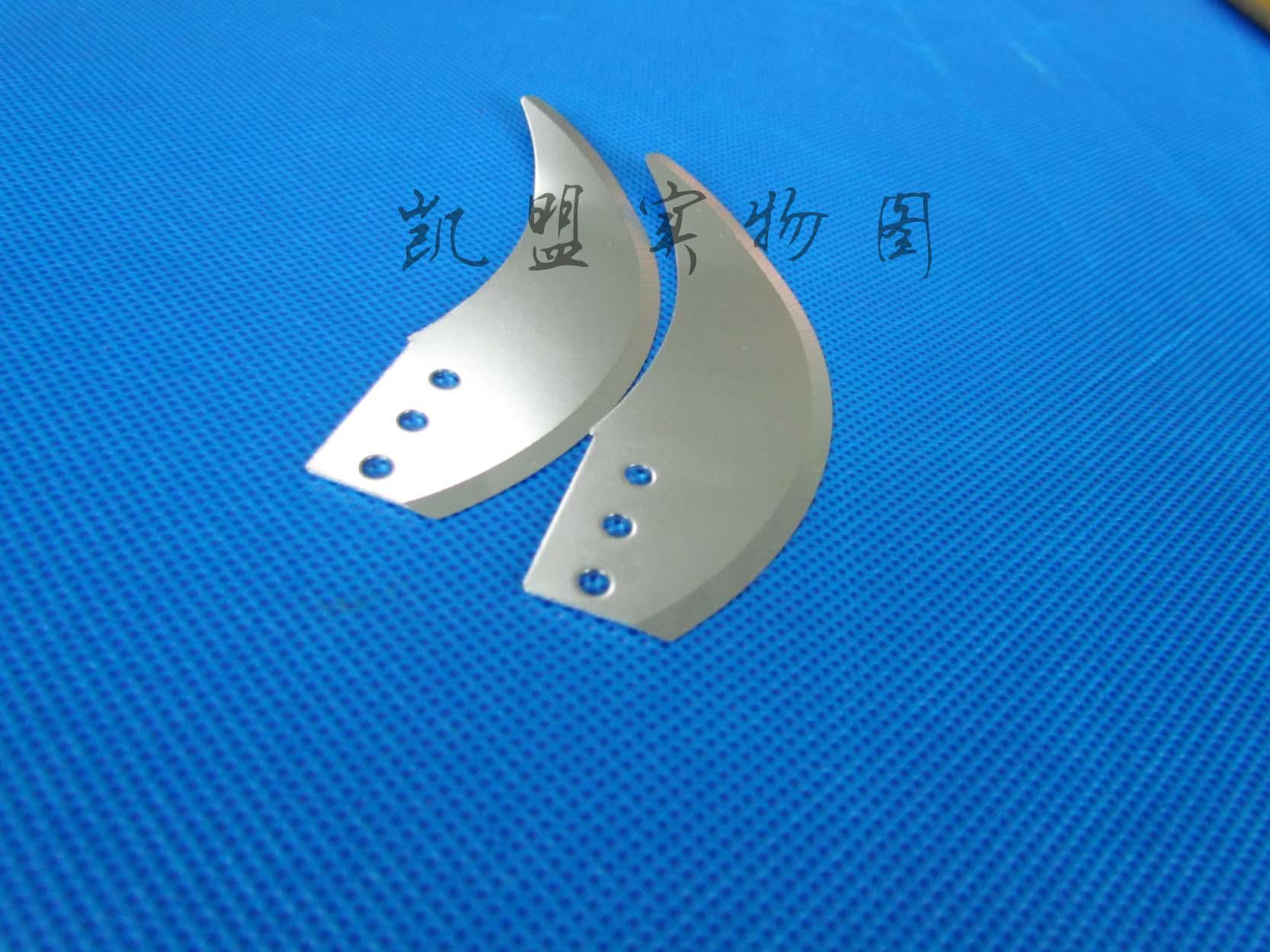
| SUS420刀片电解后刀面发白、发麻的解决方案 |
实验目的:针对不锈铁刀片的SUS420刀片,在电解后出现刀面发白不亮和发麻的现象,客户那边电解出来的产品有时都OK,有时一半OK,一半NG,有时全部NG,对于这种不稳定的生产现象,客户希望我们帮忙解决这一问题,以提高产品的生产效率和保障产品的合格率
实验试剂:客户那边的KM0306电解抛光液、磷酸、硫酸、KM0306电解添加剂
实验材料:SUS420材料刀片
前言:客户那边由于操作不当,而加入了2KG的硝酸进入电解液中,导致槽液面有大量黄烟出现,然后电解出现质量问题,在客户现场,根据客户反映的情况和我们现场看到的情况,刚开始我们认为是槽液密度过低而导致的发白,测试了密度为1.72,在正常值范围内。还认为是硫酸含量过低,导致在电解过程中出现因电力线分布不匀称及溶液的分散导电性能不好而出现发白的情况,我们加了1%~2%的硫酸,当加入后,在相同条件下(6.5V,3min,温度50℃),电解过程中,发现加入硫酸,溶液的分散导电性能马上加强,电解出来的产品OK,当我们认为找对了方向的时候,再电几个又出现不良的现象了,发现加入硫酸可能仅仅是巧合而已,为了彻底解决客户的这一问题,我们带了一桶药水和一些没有电解的产品回来进行调试,探究到底是应该加入硫酸来增加其导电性能还是应该补加适量的磷酸来保护基材不被腐蚀。
实验部分:我们将带回来的药水先进行了硫酸、磷酸的含量测试,发现硫酸含量在24%,但是也许由于这一款产品的材质很差,使得电解液中硫酸的比例应该再低一些,才不会出现刀面发白、发麻。我将带过来的电解液加温至50℃,首先没有加入任何的成分,在6.5V,3min电解出来的产品与客户那边的情况一模一样,然后加入3%的磷酸,在与客户那边同样的电解条件(6.5V,3min),电解出来的产品,发现表面发麻、发白的情况有所减少,再试着电了两个,发现是有所减少,但是还是会有一些,这次趋势应该是正确的,然后再向其加入了2%的磷酸,发现发白、发麻的情况基本没有了,产品表面光亮匀称,刀面也没有问题了,为了测试其是否为偶然现象,我连续电解了五个产品,电解出来的都没有问题,考虑到客户那边加了硝酸,应该会损耗电解液中的光亮剂,我又向电解液中加入一一定量的KM0306光亮添加剂,在同样的条件下,电解出来的产品基本都是没有问题的
分析:对于不锈铁这种材质的SUS420刀片,电解液中的硫酸含量应该相对较低一些,磷酸能与电解出来的金属离子形成磷酸盐而附着在产品表面而减速其腐蚀,从而保护基材不至于出现发麻过腐蚀的情况
结论:对于材料SUS420刀片,无论是新药水还是老药水,硫酸含量应该相对较低一些,对于发麻、发白的情况我们可以向槽液中补加适量的磷酸和光亮剂来改善这一问题(客户按照我这边试样 |
 |
| |
|
|
 |
|
|