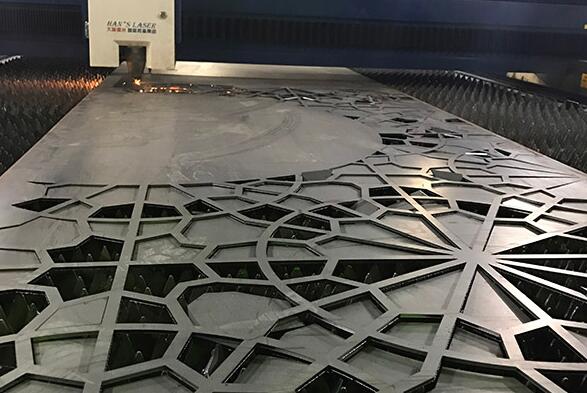
【四川激光切割加工哪家好,成都金发恒达金属制品有限公司】影响激光切割加工质量的主要有切割速度、焦点位置、辅助气体压力这三个因素,下面我们详细的来看看下文中的质量影响因素吧!
因素一:切割速度 一般来讲,切割速度是与激光功率密度成正比的,激光功率密度增加则切割速度提高。而激光功率密度,不仅与激光输出功率有关,还与光束质量模式以及光束聚焦系统的特性有关。 对于切割材料来讲,它的厚度和密度是与切割速度成反比的,切割材料如果密度降低了,那么会提高切割速度。 那么是不是切割速度必须固定在某一值上面呢?实则不然,它有一调节范围,在这个范围内能保持较好的切割质量。我么需要注意的是,切割速度不能太慢,否则会使切面很粗糙。
因素二:焦点位置 首先要确定选择何种焦长的透镜,然后确定好焦点与工件表面的相对佳位置,这样能够保证切割质量。在大多数情况下,焦点位置在工件表面,或者稍微在表面以下,都是可以的。因为当焦点处于佳位置时,割缝小且效率高。 在大多数情况下,焦点应处于喷嘴下面,而喷嘴与工件表面之间的距离为1.5mm左右好。
因素三:辅助气体压力 通常情况下,进行切割操作时都会用到辅助气体,这需要明确辅助气体的类型及使用的压力,并且辅助气体和激光束是一起喷出的。如果是非金属材料,那么一般是使用压缩空气或者惰性气体;如果是金属材料,那么一般是使用活性气体。使用辅助气体后,能使切割速度提高三分之一到二分之一。 确定好气体种类后,使用压力也是很重要的。如果是对薄型材料进行切割,那么压力要比较高,如果材料的厚度增加了,或者切割速度比较慢时,则应降低压力。
因素四:工件特性 主要涉及到两个方面,为材料表面反射率和材料表面状态。材料表面反射率越低,则说明材料吸收率越好,则切割效果越好。材料表面状态,包括表面粗糙度等,会影响到材料表面的吸收率。因此,我们可以利用材料表面的状态,来改变材料表面吸收率,从而改善材料的切割性能。
成都金发恒达金属制品有限公司旗下有成都金发不锈钢,成都金雅不锈钢等多个品牌产品。是一家集不锈钢板材批发,不锈钢加工(剪.折.刨槽.冲孔.激光切割)专业技工制作,工程制作施工于一体的综合性实力企业。公司地址位于成都市金牛区沙河源街道古柏社区二组剑龙市场3区1排31、32、33号,欢迎联系我们 |
|