覆膜砂篦条盖芯模具改进
一、问题描述
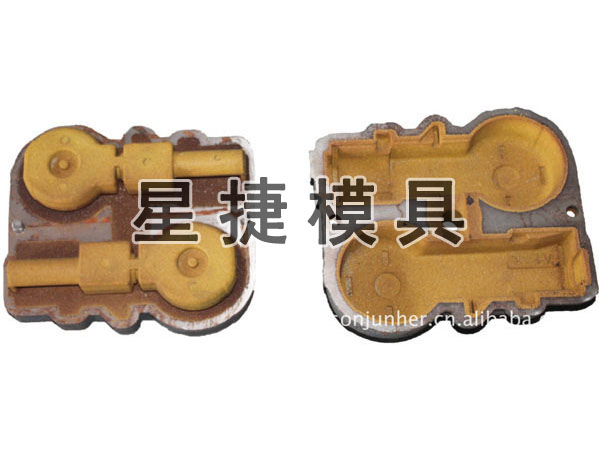
覆膜砂篦条采用叠箱浇注的方式,浇注系统为直浇道与双冒口中间横浇道贯
通的设计,叠箱后冒口、直浇道上下联通。存在的主要问题底部砂芯、中间砂芯
、上盖砂芯在浇注系统位置存在不同,如果定制三套模具成本费用太高。现场操
作过程中采用过用砂子将底芯单侧填实、盖芯单侧横浇道堵死的方式处理,但是
存在冲砂风险,如果不填堵每一箱就存在上层出现废掉的半边篦条,造成铁水的
浪费,问题始终不能彻底解决。
二、解决方案
1.通过对模具的结构、底芯、盖芯的使用情况的研究,考虑将整个浇注系统
从模具上取成活块。
2.底部砂芯底侧不需要直浇道、冒口与横浇道,可以通过将单侧取活的浇注
系统去掉后射芯做出来。
3.盖芯上层需要单侧保留直浇道与冒口,去掉横浇道,考虑制作三个冒口与
直浇道的备用活块,在制作盖芯可以通过更换为备用活块,如此就可以直接通过
射芯做出来。
4.在模具本体上钻孔套丝,活块上加工沉孔,使用内六方螺丝固定到模具本
体上。
三、效果
1.不需要单独制作底芯与盖芯模具,通过活块彻底解决了底芯、盖芯、中间
芯不一致的问题,只需要更换活块就可以了,不需要人工进行封堵上层的横浇道
,也就没有了冲砂的风险。
2.上层不存在半边废篦条,每箱节约铁水约为3kg,出品率提高,累计计算
每月节约高铬合金铁水约为3.6吨(2.7万元)。 |
|