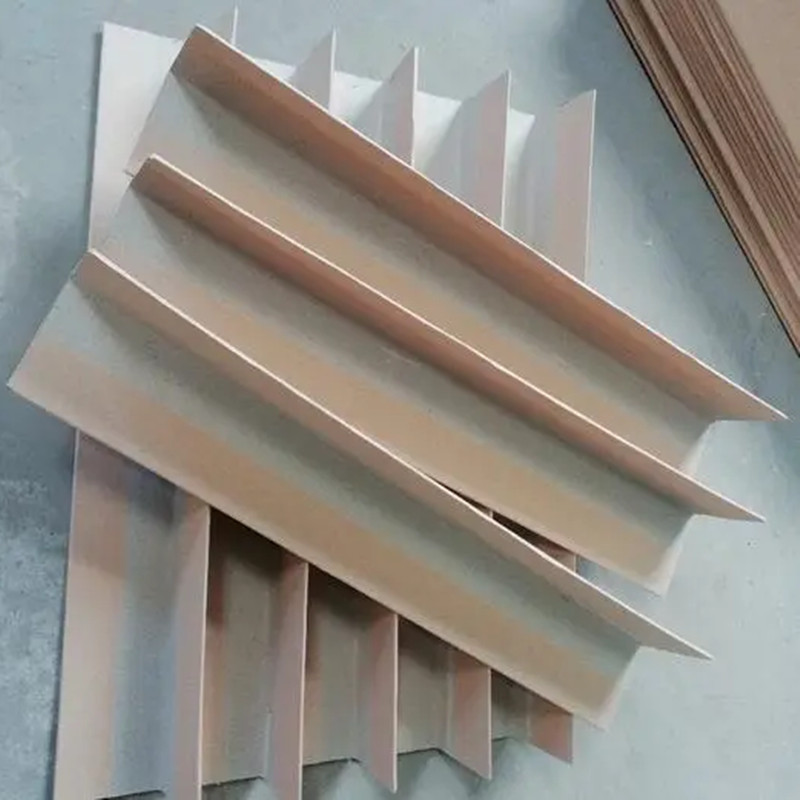
生产工艺上也有许多的技巧,护角机通常有10道压轮,通过上下轮的挤压使黏在一起的纸张成为带角度的纸护角。通常为L型,角度为85-88度;这样才能近近地贴付产品表面。也有一些客户要求90度或者更小的角度,这时就需要人工开合角度了,增加了一道工序因而成本随之增加。由L型护角衍生出来纽扣护角,环形护角等适用于不同产品的包装,多半是由冲压机后期加工而成。当然为了迎合市场的需求,连冲连裁的机器应运而生,***解决了生产效率问题。所以说,有时候是需求决定供给;可有时候也是供给决定需求,只是不同的发展阶段而已。
不等边护角也有市场,它的生产要稍稍困难一些,纸张经过滚轮时,两边不等边而已。纸护角常见的质量问题有:分层,空边,压破。通常情况下,分层是由于滚轮的压力不够所致;而空边则是由于牛皮纸在进入***道滚轮前未与纱管纸裹紧;白乳胶未涂抹均匀也是原因之一。若出现压破的现象,通常是胶量太大或者压轮压力太大;这时需要调一下。白乳胶涂抹的工艺通常为两种,喷胶或者刮胶;二者各有利弊。前者适用于***的纸张,可以均匀喷洒,节省成本,若是纸张质量较差则不可以采用。大部分选择后者,可以把纸张完全侵泡在胶池里;弊端一是浪费胶,二是产品干的较慢。刮胶时尽量选择乳胶管会更好一些。 |
|