数字型数控电解抛光腐蚀仪是依照GB/T 4334.1-2000标准(不锈钢10%草酸浸蚀试验方法)研制而成,采用数字电流及秒级数字化时间控制器控制实验过程,电腐蚀过程中始终恒流,无需调节,使实验更精确。得到了相关应用部门的认可。
一、额定工作条件
电源电压:220V 50HZ
工作条件: 温度0度-40℃,相对湿度:<80%
储存条件:温度-10℃到70℃
相对湿度:<70%
二、技术参数
1、电流强度调节范围:0~5A 电压调节范围0~32V
2、电流稳定度 电源稳定度(负载稳定度)<0.2%+3mA
3、波纹噪声<3mArms
2、到计时停止,模式时间精度:1S(*长时间设定300S)
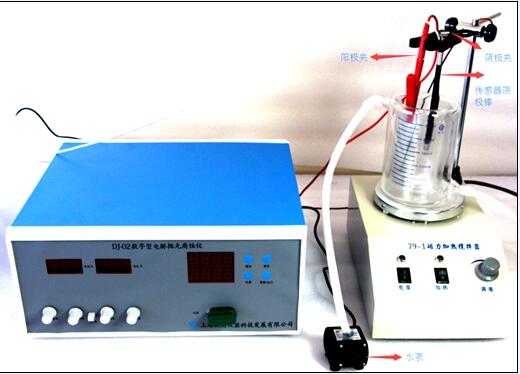
3、专用双层烧杯,容量300ml,带刻度
4、电磁搅拌器,可加热
电解抛光(也称阳极抛光或电抛光)是把要进行电解抛光的金相试样放入电解液中,接通试样(阳极)与阴极间的电源,在一定条件下,可以使试样磨面产生选择性的溶解,使磨面逐渐变得光滑平整。
电解抛光与机械抛光相比,有许多优点。1)软的金属材料机械抛光易出现划痕,需要用精细的抛光方法和熟练的抛光技术,才能得到好的抛光面,而用电解抛光则很容易得到一个无擦划残痕的磨面;2)电解抛光对某些金属材料,经试验一旦确立了抛光规范,用简单的操作技术就能得到好的磨面。而且重演性好;3)电解抛光不产生附加的表面变形,易消除表面变形扰动层。4)对于较硬的金属材料用电解抛光法比机械抛光法快得多;5)电解抛光有灵活可变的适应性,能够抛光不同形状、大小的试样,对面积较大,多面的或非平面的试样进行局部点的抛光,抛光技术上,困难较小。
尽管电解抛光有许多优点,但现在仍不能完全代替机械抛光。因为电解抛光对金属材料化学成份的不均匀性、显微偏析特别敏感。所以具有偏析的金属材料难于进行电解抛光,甚至于不能进行电解抛光。含有夹杂物的金属材料,如果夹杂物受电解液浸蚀,则夹杂物部分或全部被抛掉;如果夹杂物不被电解液浸蚀,则夹杂物保留下采在试样表面上突起。两相金属材料如果两个相的电化学性差别很大,则电解抛光产生浮雕。惰性相抛光较小,因此有点突起形成浮雕。
有些材料需要长的电抛光时间,长时间的抛光,表面出现波纹和棱角的圆滑化。减小这些作用,电解抛光前的磨光应尽量减少表面层缺陷,或者电解抛光前,略微进行机械抛光,会得到好的效果。 |
|